手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園


手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園
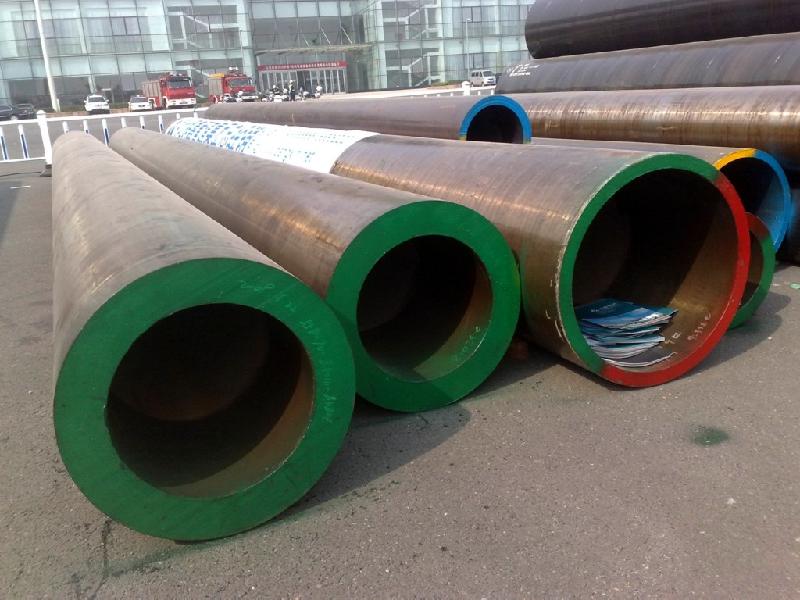
為了將實心圓鋼穿軋戊中空的成品鋼管,不論采用什么樣殷穿孔與軋管方式,ik產厚壁無縫鋼管時的基本工序均為:
1)坯料賒備。包括管坯入庫、管坯切斷(剪斷或氣割斷)、剝皮修磨、探傷檢查、以及質合金鋼管坯的表面處理(如酸洗)與冷定心等。
2)管壞加熱。通常在環形加熱爐或斜底式符坯加熱爐內進行加熱,管坯出爐后一般都經過熱定心送往穿孔上序o
3)穿孔。將實心圓鋼穿軋戊空心的厚壁毛僻,通常采用兩輥或三輥式斜軋穿孔饑來穿孔。總管還為鋼錠成連訪方坯時,可在水壓機亡沖孔,或在兩輥(縱軋)壓力穿孔機 P.P.M.軋機1:批軋穿孔。
4)軋管。為了使空心毛管道一步減徑減壁,必須在軋管機上特毛管加工成覽管。對于自動軋管機組,軋管后還要經過均整機進行均整。
5)再加熱與定減徑。為了最終獲得所要求的成從管,通常對荒管進行再加熱,然后在定徑機上、減徑機上、張力減徑帆上或擴徑機上進行加工,獲得各種規格尺寸的成品鋼管。
6)稍整、檢查反包裝入庫。
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權所有 魯ICP備2023007626號-18