手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園


手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園
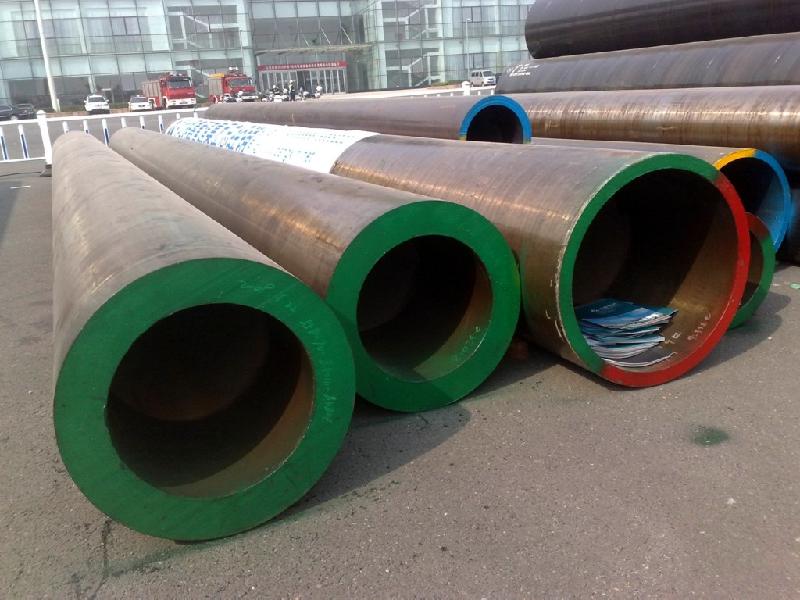
厚壁鋼管不均勻是什么原因?
螺旋形厚壁鋼管存在不均勻性的原因是由于穿孔機軋制中心線不正、兩輥筒傾角不均勻、頂頭前壓下量過小等原因引起的壁厚不均勻,一般沿鋼管的全長呈螺旋分布。通過對穿孔機軋制中心線的調整,使兩個軋輥的傾角相等,根據軋制表給出的參數對軋管機進行調整。
第二,直線狀壁厚不均是由于預穿鞍座高度調整不當,使芯棒與某一面的毛管相接觸,導致毛管在接觸面的溫降過快,造成壁厚不均甚至拉凹缺陷。連軋間隙太小或太大。軋管中心線偏差由于單機和雙機機架壓下量不均勻,將導致鋼管單機向超薄(超厚)和雙機向超厚線形對稱偏移。調整芯棒預穿鞍座高度,保證芯棒與毛管成對;在更換孔型和軋制規格時,應對軋輥間隙進行測量,使其與實際的軋制表相符。采用光學對中器來調整軋管中心線,每年大修時必須對中線進行校正。
管坯前端切斜、彎度過大、管坯定心孔不正,容易造成管頭壁厚不均,是導致三頭、尾壁厚不均的主要原因。延伸系數過大,軋輥穿孔速度過高,軋制不穩定。穿孔機拋鋼不穩定,容易導致毛管尾部壁厚不均。采取的措施是檢查管坯質量,防止管坯前部切斜、壓下過大,更換孔型或大修應對定心孔進行校正。低穿速保證了軋制的穩定性和毛管壁厚的均勻性。輥速調整后,匹配的導盤也作相應調整。
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權所有 魯ICP備2023007626號-18