手 機(jī):15106358106 李經(jīng)理
手 機(jī):13969529287 王經(jīng)理
郵 箱:2756355558@qq.com
聯(lián)系地址:山東聊城經(jīng)濟(jì)開(kāi)發(fā)區(qū)將官屯工業(yè)園


手 機(jī):15106358106 李經(jīng)理
手 機(jī):13969529287 王經(jīng)理
郵 箱:2756355558@qq.com
聯(lián)系地址:山東聊城經(jīng)濟(jì)開(kāi)發(fā)區(qū)將官屯工業(yè)園

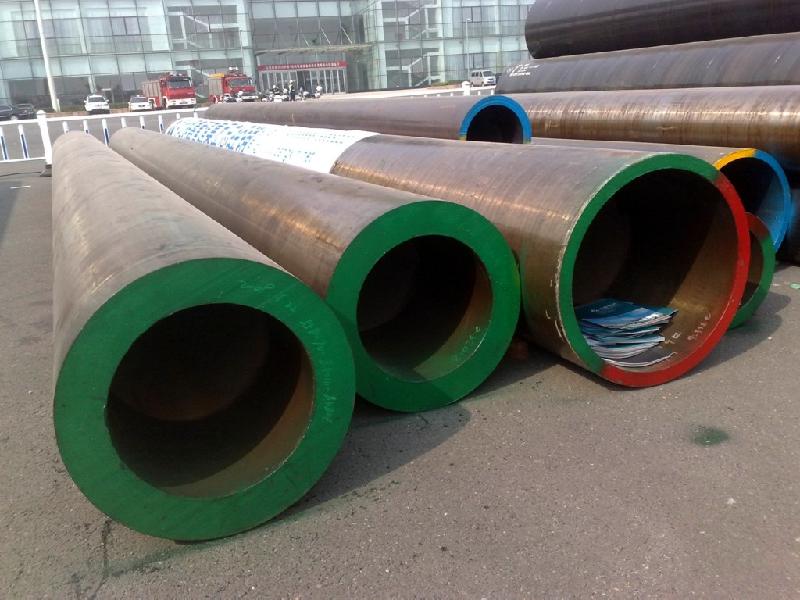
電焊焊接厚壁無(wú)縫鋼管時(shí)要留意什么地方呢
1、連接內(nèi)搭時(shí),為避免*底層焊縫的反面被空氣氧化,反面也必須執(zhí)行汽體維護(hù)。
2、為避免異型管電焊焊接出氣孔之出現(xiàn),電焊焊接位置若有銹跡、油漬等盡量清除整潔。
3、干伸長(zhǎng)短,一般的電焊焊接電流量為250A下列時(shí)約5mm,250A左右時(shí)約20-25mm比較適合。
4、選用平特點(diǎn)電焊焊接開(kāi)關(guān)電源,直流電電焊焊接時(shí)選用反旋光性。應(yīng)用一般的CO2二保焊機(jī)就能夠焊接,但送絲輪的工作壓力請(qǐng)稍調(diào)松。
5、電孤長(zhǎng)短,不銹鋼板異型管的MIG電焊焊接,一般都會(huì)噴涌銜接的標(biāo)準(zhǔn)出來(lái)焊接,工作電壓要調(diào)節(jié)到弦長(zhǎng)在4-6mm的水平。
厚壁無(wú)縫鋼管
6、異型管MIG電焊焊接非常容易遭受風(fēng)的危害,有時(shí)候輕風(fēng)而造成出氣孔,因此風(fēng)力在0.5m/sec左右的地區(qū),都理應(yīng)采用抗風(fēng)對(duì)策。
7、鎢極從汽體噴頭突顯的長(zhǎng)短,以4-5mm為宜,在角焊等遮掩能力差的地區(qū)是2-3mm,在打槽深的地區(qū)是5-6mm,噴頭至工作中的間距一般不超出5mm。
8、為使氬氣非常好地維護(hù)電焊焊接溶池,和有利于焊接實(shí)際操作,鎢極軸線與電焊焊接處鋼件一般應(yīng)維持80-85°角,添充焊條與異型管表層交角應(yīng)盡量地小,一般為0°上下。
9、直流電時(shí)選用正旋光性一般合適于6mm下列的異型管電焊焊接,具備焊接成形美觀大方,電焊焊接形變量小的特性維護(hù)汽體為氬氣,純凈度為99.99%。當(dāng)電焊焊接電流量為50-50A時(shí),氬氣總流量為8-0L/min,當(dāng)電流量為50-250A時(shí),氬氣總流量為2-5L/min。
電話:15106358106 李經(jīng)理 15553681371 王經(jīng)理
郵箱:2756355558@126.com 地址:山東聊城經(jīng)濟(jì)開(kāi)發(fā)區(qū)將官屯工業(yè)園
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權(quán)所有 魯ICP備2023007626號(hào)-18