手 機(jī):15106358106 李經(jīng)理
手 機(jī):13969529287 王經(jīng)理
郵 箱:2756355558@qq.com
聯(lián)系地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園


手 機(jī):15106358106 李經(jīng)理
手 機(jī):13969529287 王經(jīng)理
郵 箱:2756355558@qq.com
聯(lián)系地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園
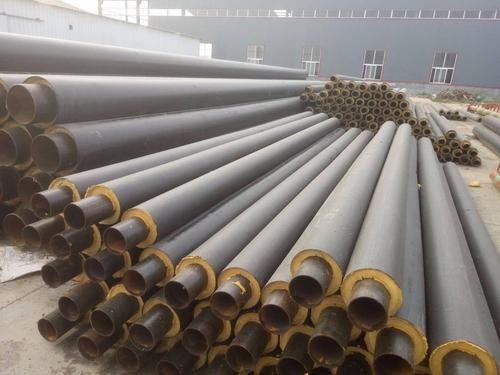
厚壁鋼管電子束焊接和其它熔化焊一樣,電子束焊接接頭也會(huì)出現(xiàn)未熔合、咬邊、焊縫下陷、氣孔、裂紋等缺陷。此外電子束焊縫特有的缺陷有熔深不均、長(zhǎng)空洞、中部裂紋和由于剩磁或干擾磁場(chǎng)造成的焊道偏離接縫等。
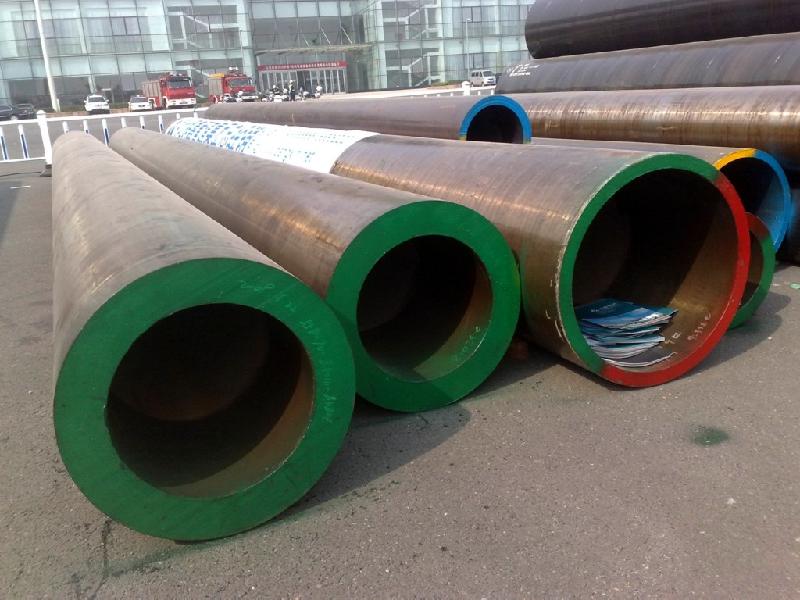
厚壁鋼管化學(xué)成份和力學(xué)性能:成分:碳0.37~0.45%,硅0.17~0.37%,錳0.5~0.8,鉻0.8~1.1%
退火硬度:小于207HBS
正火硬度:小于250HBS
調(diào)質(zhì)處理:試樣直徑:25mm,850度淬火加熱油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,斷面收縮45%,沖擊韌性588.3千焦/平方米。
熔深不均出現(xiàn)在厚壁鋼管不穿透焊縫中,這種缺陷是高能束流焊接所特有的。它與電子束焊接時(shí)熔池的形成和金屬的流動(dòng)有密切關(guān)系。加大小孔直徑可以消除這種缺陷。分布的電子束有利于消除熔深不均,這種功率分布是將電子束作圓形掃描來實(shí)現(xiàn)的。改變電子束焦點(diǎn)在工件內(nèi)的位置也會(huì)影響到熔深的大小和均勻程度。適當(dāng)?shù)厣⒔箍梢约訉捄缚p,有利于消除和減少熔深不均的缺陷。
長(zhǎng)空洞及焊縫中部裂紋都是電子束深熔透焊接時(shí)所厚壁鋼管特有的缺陷。降低焊接速度,改進(jìn)材質(zhì)有利于消除此類缺陷
電話:15106358106 李經(jīng)理 15553681371 王經(jīng)理
郵箱:2756355558@126.com 地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權(quán)所有 魯ICP備2023007626號(hào)-18